Plateforme de conception
et fabrication d’objets par impression 3D
Le
laboratoire Polytech’lab
offre la possibilité de concevoir et fabriquer des objets par un
procédé
d’impression 3D à haute précision. La plateforme est
constituée de l’imprimante 3D form2 qui utilise la technologie
d’impression 3D
dite de "stéréolithographie" (ou SLA).
L’impression
des pièces est
suivie de deux étapes de post-traitement qui permettent
d’améliorer leur
qualité :
- Lavage à
l’alcool isopropylique
- Traitement
par rayons UV
|
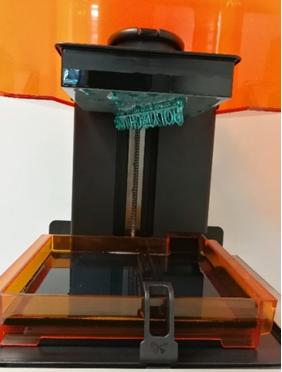
Imprimante
3D Form2
|
|

|
|

|
| Imprimante
fermée en fonctionnement |
Imprimante avec capot ouvert |
Pièce
fabriquée sur son socle d’accueil |
Technologie
d’impression
Le procédé
de Stéréolithographie, plus
connu sous le nom de SLA
(stereolithograph apparatus), utilise le principe de
photopolymérisation pour
fabriquer des modèles 3D à partir d’une résine
sensible aux UV. Celle-ci est
solidifiée par le passage d’un laser couche après couche.
Elle permet
d’obtenir une surface d’impression parmi les plus qualitatives de
toutes les technologies
d’impression 3D existantes. |
|
La
pièce conçue et prête à être
imprimée, doit-être chargée dans le logiciel
propriétaire Preform sous le format d’un
fichier « .stl ». Le logiciel est gratuit
et disponible sur le
lien : https://formlabs.com/fr/tools/preform/
C’est
le logiciel qui permet de déterminer l’emplacement de la
pièce à
imprimer sur son socle d’accueil. Les pièces sont
imprimées à l’envers :
elles doivent donc être maintenues sur leur socle d’accueil par
plusieurs
colonnettes dédiées. Ces colonnettes sont
imprimées dans le même matériau que
l’objet principal mais avec une faible densité pour être
facilement
sectionnables sans dénaturer l’objet initial. Elles sont
configurables en
taille, position, orientation et nombre à l’aide du logiciel Preform.
Les spécifications globales de la Form2 sont données
ci-contre.
|

|
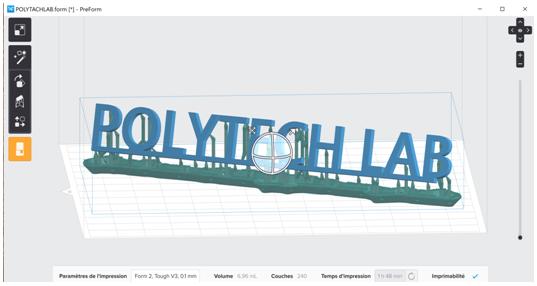
Des
impressions réalisées au sein de la plateforme du
Polytech’lab ont permis
d’obtenir des pièces à 50 µm de précision.
Le temps de l’impression varie en
fonction de la taille, de la densité et de l’épaisseur de
couche de l’objet à fabriquer.
A titre d’exemple, la pièce présentée sur la
Figure ci-contre (13 cm
de longueur, 3 mm de
largeur et 1.5 cm
de hauteur) est imprimée en 1 h 48 mn avec une épaisseur
de couche de 100 µm. La figure illustre également
l'interface
du logiciel Preform.
|
|
|
Les
résines
(matériau à imprimer)
actuellement disponibles au Polytech’lab sont :
Haute
résistance (Tough) : Convient
à des utilisations soumises à une haute tension et
déformation (les pièces
obtenues sont flexibles). Idéale pour les assemblages
fonctionnels de prototypes,
les pièces encliquetables et les charnières. Cette
résine est censée simuler un
plastique de type ABS mais les mesures de permittivité
n’ont pas permis
de retrouver des valeurs typiques. |

Différentes
cartouches de résines Formlabs
|
Transparent (Clear)
: Transparente,
polit jusqu'à une clarté optique
presque totale.
Haute
température (High temp) : Dotée
d'une forte déflexion à la chaleur. Cette
résine convient aux utilisations statiques soumises à de
fortes températures, notamment
les procédés de fabrication de moules comme le
thermoformage, la vulcanisation
et l'encapsulation de composants électroniques.
D’autres
variétés de résines compatibles avec la form2
sont présentées en suivant le lien ci-dessous
https://support.formlabs.com/hc/fr/articles/115000018004-Choisir-le-bon-mat%C3%A9riau
Post-Traitement
Le post traitement des pièces imprimées
consiste à effectuer deux étapes
importantes :
- Le lavage des pièces à
l’alcool isopropylique
- Traitement des pièces aux
rayons ultraviolets
Deux
machines Formlabs
permettent de réaliser ces étapes de façon
automatisée : la Form Wash et
la Form Cure.
|
La
Form Wash
(ci-contre) permet de
nettoyer automatiquement et efficacement la résine non
polymérisée (et non
désirée) qui s’agglomère légèrement
à la surface des pièces imprimées, grâce
à
un système de rotation paramétrable en temps. Lorsque le
nettoyage de
la pièce est fini, le socle d’accueil se déplace vers le
haut automatiquement,
pour éviter de laisser les pièces immergés dans
l’alcool plus longtemps que
le temps désiré (Evitant ainsi d’altérer les
propriétés du plastique à cause
d’une immersion prolongée dans l’alcool).
|
 |
|
La
Form Cure
(ci-contre)
fournit la lumière et la
chaleur nécessaires
pour post-durcir les pièces imprimées. Une fois la
chambre d’accueil
suffisamment chaude en température, treize LED initient le
post-traitement pour optimiser les caractéristiques
mécaniques des pièces
imprimées. A la fin du traitement, les propriétés
mécaniques et
esthétiques sont optimales.
A la fin
de ces deux
étapes, il faut sectionner les colonnettes et limer leurs traces
d’attaches
résiduelles sur la pièce imprimée
considérée. Cette opération manuelle est
effectuée à l’aide d’un papier abrasif (papier verre)
pour finaliser la surface
de la pièce.
|
 
|
Exemples
de pièces
imprimées
La
précision de la form2 s’est avérée suffisante pour
l’impression d’antennes-cornets,
d’antennes-lentilles, et de guides d’ondes fonctionnant aux
fréquences
millimétriques (~60 GHz) mais également aux
fréquences sub-Térahertz (~240
GHz).
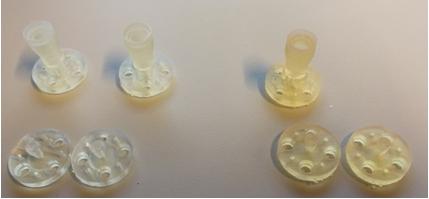
Cornets corrugués fonctionnant à 60 et 240 GHz
imprimés en résine Clear à gauche et en
résine High Temp à droite
|
|
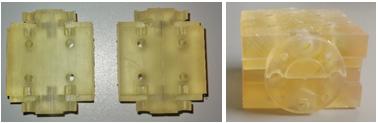
Guides
d’ondes WR15 split-block imprimés en résine Clear
|

|
Guides
d’ondes WR03 split-block imprimés en résine High Temp
|
|
Lentille
diélectrique fonctionnant à 240 GHz imprimée en
résine Tough
|

|
Caractéristiques
électriques mesurées
Les
paramètres électriques
(permittivité électrique εr
et tangente de pertes tanδ) des résines utilisées ont été
mesurées au sein
du Polytech’Lab ainsi qu’à travers notre collaboration avec
l’Instituto de
Telecomunicações, Instituto Universitário de
Lisboa (ISCTE-IUL).
Paramètres
électriques mesurés des résines disponibles
à Polytech’lab
|
|
εr' |
εr'' |
tanδ |
| Clear |
2.9 |
0.056 |
0.019 |
| High
Temp |
2.75 |
0.052 |
0.019 |
| Tough |
2.95 |
0.144 |
0.05 |
|
